Фреза карбідна 271/38, діаметр 10 мм, для калібрування проколів у шинах, TECH








Фреза карбідна 271/38, діаметр 10 мм, для калібрування проколів у шинах, TECH
Артикул: 271/384 993.56 ГРН
Фреза карбідна 271/38, діаметр Ø 10 мм, довжина 100 мм, з алмазною насічкою – для ремонту проколу грибком 291UL TECH або кілочком 291-1UL TECH.
- Ретельно очищує та виконує правильне калібрування отвору перед ремонтом.
- Інтенсивне використання під час видалення залишків гуми, корду та сталевого корду не призведе до передчасного зношування фрези.
- Твердосплавні фрези TECH при правильному використанні можуть виконувати до 500 різів (калібрування) проколів.
- Для вантажних автомобілів, сільськогосподарської та спеціальної техніки.
- Карбідна фреза арт.271/38 діаметром 10 мм використовується для обробки (калібрування) проколів у шинах із початковим діаметром до 8 мм включно.
- В результаті отримуємо рівний круглий отвір діаметром 10 мм, куди в подальшому встановлюється грибок грибок 291UL з діаметром ніжки 13 мм або кілочок 291-1UL з діаметром 13 мм.
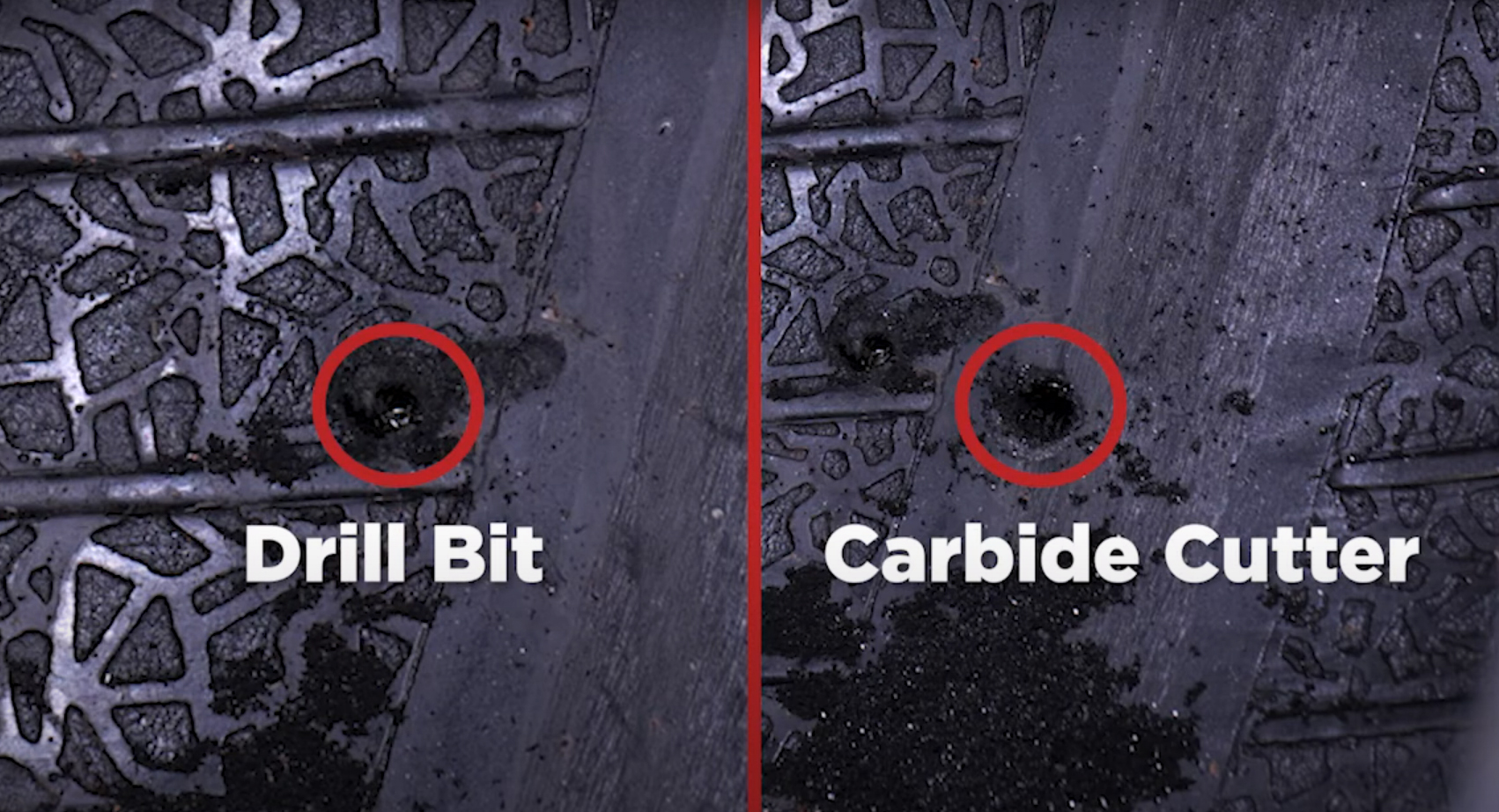
Для правильного ремонту шин завжди використовуйте твердосплавні карбідні фрези TECH з алмазною насічкою! НЕ висвердлюйте канал проколу свердлом!
Твердосплавні фрези TECH з алмазною насічкою використовуються для видалення пошкодженого та ослабленого металевого корду в радіальних шинах, забезпечуючи тим самим правильну підготовку шини до ремонту.
Твердосплавні фрези TECH можуть виконувати до 500 різів (калібрувань) за умови правильного використання.


Діаметр ніжки грибка або кілочка має бути трохи більше діаметра підготовленого проколу.
В процесі встановлення в прокол, ніжка розтягується і стає тоншою, а коли ми її відпускаємо, то завдяки властивостям гуми вона прагне своєї вихідної товщини і щільно прилягає зсередини до стінок відкаліброваного карбідною фрезою отвору, що запобігає витоку повітря.

Швидкість обертання фрези при калібруванні пошкодження не повинна перевищувати 1200 об/хв.
Тоді гума в проколі не оплавляється, що гарантує міцне з'єднання поверхні ремонтного матеріалу (грибка або кілочка) із внутрішньою поверхнею каналу проколу при застосуванні клею (рідини для холодної вулканізації) арт. 760 TECH або 761 TECH.